

Советы
Прежде всего, необходимо учитывать транспортируемый материал. Некоторые материалы тяжелые или абразивные, в то время как другие легкие или хрупкие. Как правило, для более тяжелых материалов требуется лента с более толстым слоем, в то время как для легких материалов может потребоваться лента с более низким профилем. Аналогичным образом, для абразивных материалов может потребоваться лента с высокой степенью износостойкости.
Еще одним важным фактором, который необходимо учитывать, является среда, в которой будет использоваться конвейерная лента. Например, если ваша работа связана с перепадами температур или воздействием влаги, вам может понадобиться лента с высокой степенью прочности или устойчивости к коррозии
Также может быть важно учесть уровень санитарии, необходимый для вашей работы, особенно если вы работаете в пищевой промышленности
Помимо материала и окружающей среды, следует также подумать о специфических требованиях к применению. Например, требуется ли в вашей работе особенно высокий уровень сцепления или тяги? В этом случае может потребоваться лента с более шероховатой текстурой. В противном случае, если ваша работа требует чистой, гладкой поверхности, вам может понадобиться лента с более гладкой текстурой или отделкой.
Конечно, стоимость также является важным фактором, который необходимо учитывать. Хотя вы хотите выбрать конвейерную ленту, которая отвечает всем вашим потребностям, вы также хотите избежать перерасхода средств. Рассмотрите ценовые параметры различных вариантов и сопоставьте преимущества каждой ленты с их стоимостью. Возможно, вы обнаружите, что немного более высокие первоначальные затраты стоят таких преимуществ, как более длительный срок службы, снижение затрат на обслуживание или ремонт и повышение эффективности.
Наконец, убедитесь, что вы работаете с надежным поставщиком конвейерных лент. Поставщик с большим послужным списком высококачественной продукции и отличным обслуживанием клиентов может оказать вам неоценимую помощь в выборе правильного типа ленты для вашего применения. Они также могут дать советы по установке, обслуживанию и ремонту, чтобы ваша конвейерная лента работала эффективно долгие годы.
В заключение следует отметить, что выбор подходящей конвейерной ленты для вашего применения может показаться сложной задачей, но при правильном подходе и помощи авторитетного поставщика вы сможете принять решение, которое будет соответствовать вашим потребностям и бюджету на долгие годы
Принимая во внимание такие факторы, как материалы, окружающая среда и требования к применению, вы сможете найти конвейерную ленту, которая максимально повысит вашу эффективность и минимизирует расходы
Выбор лент для средних условий эксплуатации
К средним условиям относится не менее 70–75 % сфер, где используются и эксплуатируются ленты. Для них характерно транспортирование среднекусковых (0–150, редко 0–250 мм) малоабразивных, абразивных и высокоабразивных грузов различной плотности, наличие достаточно высоких ударных нагрузок. Длина конвейерных ставов может достигать несколько сотен и тысяч метров, производительность конвейеров на 1–3 порядка выше, чем в легких условиях.
Долговечность лент в средних условиях в 3–4 раза ниже, чем в легких. Основная причина снятия с эксплуатации — износ защитных элементов (обкладок и бортов)
Поэтому при выборе лент следует обращать внимание на толщину и класс обкладок, наличие резинового борта

Для большинства условий работы лент выбирается тканевый каркас из тканей различной плотности. После тягового расчета количество прокладок корректируется так, чтобы с одной стороны они соответствовали минимальному (или фактическому) диаметру приводного барабана конвейера, а с другой — условию лоткообразования. Если по расчету получается слишком «толстая» лента, необходимо перейти на использование в каркасе более прочной ткани.
В некоторых случаях может оказаться, что лента «перегружена» — груз часто падает под став конвейера. Тогда следует проверить соответствие ширины ленты по производительности и кусковатости груза.
Для магистральных конвейеров большой протяженности и производительности требуется решать «мучительный» вопрос использования резинотканевого или резинотросового каркаса, поскольку в сравниваемых вариантах преимущества и недостатки практически равны. Поэтому необходим тщательный технико-экономический анализ применения лент в конкретных условиях.
О важности грамотного и своевременного технического обслуживания
Правила по эксплуатации ленточного конвейера рекомендуется выполнять техническое обслуживание 1-2 раза в месяц. Профилактика должна производиться только квалифицированными специалистами, способными проверить все нюансы аппаратуры, ее целостность, наличие или отсутствие повреждений.
Если обнаружены неполадки, информация о них заносится в журнал с подробным описанием проблемы и датой проверки
Особое внимание при техническом обслуживании уделяется:
- визуальному осмотру возможных повреждений рабочей поверхности;
- прочности стыковки всех элементов;
- чистоте машины;
- прилеганию транспортерной ленты к роликам и барабану;
- отсутствию провисания;
- непрерывному и правильному процессу загрузки и выгрузки продукции.
Любая проверка в обязательном порядке документируется. При этом указывается перечень выполненных мероприятий, состояние всех узлов, дата проверки, а также ставится подпись ответственного мастера.
Вызвать специалиста, который выполнит качественное техническое обслуживание конвейера, можно на сайте rusbelt.ru. По результатам проверки мы составим подробный отчет о состоянии аппаратуры с рекомендациями по проведению необходимых мероприятий. Например, укажем, какие нюансы требуют особого внимания, дадим оценку прочности стыковки, а также подскажем, нужно ли купить и установить новую ленту, ролики или другие элементы. Мастера компании “Русбелт” готовы выехать на любые предприятия Москвы и Московской области и обеспечить условия для непрерывной эксплуатации вашего оборудования.
Подбор оборудования
5.1 Подбор ленты
5.1.1 Количество прокладок в ленте
где Smax = 8140 н – максимальное статическое натяжение ленты кр = 220 н/см – максимально допустимая рабочая нагрузкаВ = 65 см – ширина ленты
Принимаем 3 прокладки
5.1.2 Толщина лентыδл = δп + δ1 + δ2, гдеδп = 3,3 мм – толщина резинотканевого каркасаδ1 = 6 мм – толщина резиновой обкладки рабочей поверхности лентыδ2 = 2 мм – толщина резиновой обкладки нерабочей стороны лентыδл = 3,3 + 6 + 2 = 11,3 мм
5.1.3 Длина ленты конвейераL = L + l2 • a‘, гдеL = 47 м – длина конвейера по схеме трассы конвейераl2 = 2 • В – длина стыкаа‘ = L/75 — количество стыков; а‘ = 47/75 = 0,63 принимаем а’ = 1L = 47 + 2•0,65•1 = 48,3 м Принимаем длину ленты 49 м
По данным параметрам выбираем ленту конвейерную типа: Лента 2.1-650-3-ТК100-2-6-2-Б РБ ГОСТ 20-85
5.2 Подбор барабанов
5.2.1 Диаметр приводного барабана принимается пропорционально числу прокладок в лентеDп.б. > кб • i, мм, гдекб = 125…150 – коэффициент, зависящий от типа лентыD п.б. > 150 • 3 = 450 Принимаем D п.б. = 500 мм
5.2.2 Диаметр натяжного барабанаD н.б. = 0,85 • D п.б. = 0,85 • 500 = 425 мм Принимаем D н.б. = 400 мм
5.2.3 Диаметр отклоняющего барабанаDотк.б. = 0,6 • D п.б. = 0,6 • 500 = 300 мм Принимаем Dотк.б. = 315 мм
5.2.4 Правильность выбора приводного барабана
где Рср = 10000 кг/м2 – допускаемая величина среднего удельного давленияWб = 496 кг – тяговое усилие на приводном барабанеα = 210° — угол обхватаµ = 0,3 – коэффициент сцепления ленты с барабаном
условие выполнено: 500 > 140
5.2.5 Ход натяжного устройстваХ = Хм + Хр, гдеХм – монтажный ходХр – рабочий ходХм = кс • В, где кс = 0,5 – для винтовых натяжекХм = 0,5 • 0,65 = 0,325 мХр = ку • кs • ε • L, гдеку = 0,65 – коэффициент, зависящий от угла наклона конвейераε = 0,035 – нормируемый показатель удлинения ленты на основе при нагрузке, составляющей 10% номинальной прочности образцаL = 23,6 м – длина конвейера по ленте






р = 1,2 кг/мм – рабочая нагрузка (max) прокладки
Хр = 0,65 • 0,35 • 0,035 • 23,6 = 0,19 м Х = 0,325 + 0,19 = 0,515 м Принимаем натяжку с ходом 500 мм
5.3 Подбор привода
5.3.1 Подбор двигателя Потребная мощность двигателя
где v = 1 м/с – скорость движения лентык = 1,25 – коэффициент запаса мощностиη = 0,9 – к.п.д. привода
Мощность на валу приводного барабанаNб = N • 0,9 = 6,75 • 0,9 = 6,1 кВт Частота вращения приводного барабана
Крутящий момент на оси приводного барабана
Принимаем двигатель АИР 132М6У3N = 7,5 кВт; n = 1000 об/мин = 16,7 с-1
5.3.2 Подбор редуктора Передаточное число редуктора
По i и Мкр на тихоходном валу принимаем редуктор типа 1Ц2У-200-25-12-УХЛ4
5.3.3 Выбор муфт Принимаем для соединения приводного барабана с редуктором муфту кулачково-дисковую Для соединения редуктора с двигателем – муфту втулочно-пальцевую
5.3.4 Необходимость установки тормоза Угол наклона конвейера 16°31′, что требует установки тормоза
5.4 Расчет тормоза
Тормозной момент на валу привода конвейера, препятствующий самопроизвольному движению ленты под действием веса груза при включенном питании
где Sнб = 814 кг – усилие в ленте в точке набегания на приводной барабанSсб = 318 кг – усилие в ленте в точке сбегания с приводного барабанаδл = 11,3 – толщина лентыiр = 25 – передаточное число редуктораηпр = 0,9 – к.п.д. приводаD п.б. = 500 мм – диаметр приводного барабана
— к.п.д. барабана, гдеWб = 0,002…0,015 – коэффициент сопротивления барабанакs = 1,42 – коэффициент
Устанавливаем тормоз ТКТ-200
Советы выбора
При выборе ленты для транспортера необходимо учитывать несколько факторов:
- Тип материала, который будет транспортироваться. Каждый вид транспортерной ленты предназначен для определенного типа материалов. Поэтому необходимо выбрать ленту, которая подходит для вашей задачи.
- Рабочие условия. Учитывайте условия эксплуатации транспортерной ленты, такие как температура окружающей среды, влажность и наличие агрессивных веществ.
- Размер и вес груза. Выбирайте материал, способный выдерживать вес и размер груза, который будет транспортироваться.
- Производительность. Должна обеспечивать необходимую производительность конвейера.
- Качество и надежность. Выбирайте ленту от проверенных производителей, чтобы быть уверенным в ее качестве и надежности.
Если вы хотите купить транспортерную ленту, рекомендуем обратиться в компанию ТАРГЕТ. ООО «ТРП ТАРГЕТ» является одним из ведущих производителей транспортерных лент на рынке. Компания предлагает широкий выбор лент различных видов и конфигураций. Также получите консультацию по выбору и эксплуатации материалов.
Транспортерная лента является важным элементом конвейера на производстве. Правильный выбор ленты позволит обеспечить безопасную и эффективную транспортировку материалов, а также увеличить производительность и надежность конвейера. Обратившись в компанию ТАРГЕТ, вы сможете выбрать и купить ленту транспортерную, которая идеально подходит для вашей задачи.
Особенности полотен из поливинилхлорида
Ленты из поливинилхлорида (ПВХ) обладают рядом уникальных особенностей, которые делают их привлекательными для использования в качестве конвейерных лент. Во-первых, они обладают высокой химической стойкостью и устойчивы к различным агрессивным средам, таким как кислоты, щелочи и масла. Это позволяет им успешно работать в условиях, где требуется высокая устойчивость к воздействию различных химических веществ.
Кроме того, ПВХ ленты имеют высокую износостойкость и долгий срок службы. Они способны выдерживать интенсивные нагрузки, трение и удары, что делает их идеальным выбором для использования в условиях высокой нагрузки и интенсивной эксплуатации.
Еще одной важной особенностью ПВХ лент является их гибкость. Они легко адаптируются к различным формам и размерам конвейерных систем, что обеспечивает гладкую и эффективную транспортировку материалов
Их гибкость позволяет также устанавливать на конвейеры с небольшим радиусом изгиба, что расширяет возможности их применения.
Еще одним преимуществом является их простота в установке и обслуживании. Они легко монтируются и заменяются при необходимости, что снижает время простоя оборудования и обеспечивает бесперебойную работу производства.
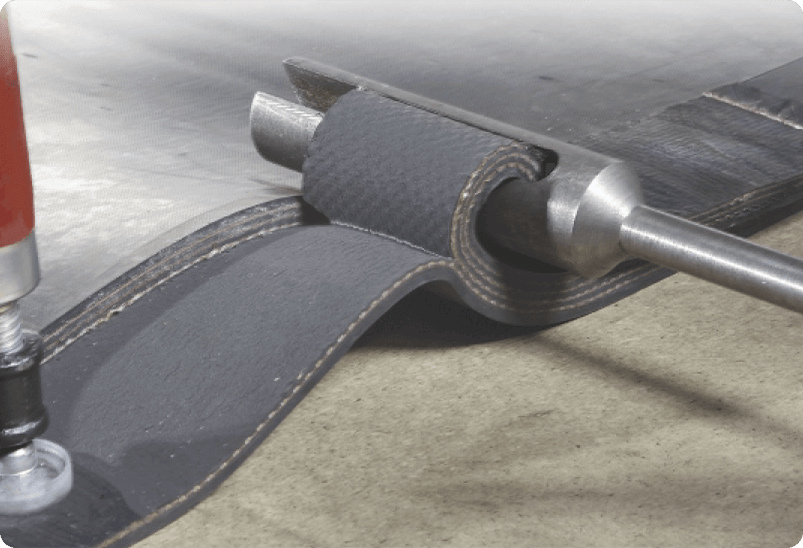
2) Холодная вулканизация
Этот метод стыковки полотен конвейеров основан на применении клеевых смесей. Обеспечиваемая им прочность соединения приблизительно на 25 % меньше первоначальной прочности конвейерной ленты.
Преимущества:
- для стыковки не нужно ленту снимать с конвейера;
- не требуется переменное напряжение 380 вольт;
- работы могут проводиться даже на ограниченном пространстве и при наличии огнеопасных газов;
- высокая скорость ремонта: обычно уже через несколько часов конвейер может возобновить свою работу.
Недостатки:
- работы могут осуществляться только при температуре воздуха не ниже пяти градусов Цельсия;
- холодная вулканизация не может проводиться в помещениях с повышенной влажностью и сильной запыленностью.
Мероприятия по выравниванию хода транспортерной ленты
Соответствие задачам
При выборе материала ленты важно учитывать специфику транспортируемых изделий. Инструкция от производителя содержит рекомендации по рабочим нагрузкам, натяжению, особенностям обслуживания, условиям эксплуатации. Несоблюдение этих рекомендаций приводит к быстрому износу и некорректной работе изделия
Несоблюдение этих рекомендаций приводит к быстрому износу и некорректной работе изделия.
Грамотное выравнивание ленты
Производительность конвейера напрямую зависит от правильности его монтажа. Конструкция должна быть собрана в соответствии со схемой, все ее узды и детали должны иметь правильное положение и углы.
Параллельное расположение осей барабанов и валов
Если шкивы, валы и барабаны не будут иметь угол 90 градусов относительно направления перемещения ленты, она будет смещать в какую-то из сторон.
Соблюдение уровня натяжения
Текстильная лента должна иметь правильное натяжение. Если это показатель будет недостаточным, полотно будет двигаться неровно, а продукция будет проскальзывать. При превышении допустимого уровня натяжения начинают разрушаться подшипники и валы. Иногда это приводит даже к порыву ленты.
Использование для регулировки холостого хода
Это необходимого для того, чтобы исключить влияние нагрузки на степень натяжения. Во время настройки необходимо руководствоваться инструкцией от производителя.
Профиль ленты должен выполнять свои задачи
В идеале транспортируемая по ленте продукция располагается в центральной зоне полотна. Профиль способствует выравниванию движения ленты.
Наличие защиты от попадания на ленту грязи
Каждый из узлов, с которым соприкасается транспортерная лента, нуждается в регулярной очистке. Также необходимо следить за тем, чтобы грязь и мусор не попадал на саму ленту: это может спровоцировать порыв материала.





Проведение плановых мероприятий по обслуживанию конвейера
Чтобы обезопасить производственную линию от сбоев и остановок, конвейерное оборудование подвергается периодическим проверкам. Это способствует выявлению неполадок на ранних стадиях, что упрощает их устранение. Кроме того, таким образом существенно продлевается срок эксплуатации ленты и поддерживается должный уровень безопасности персонала.
Внимание! При осуществлении любых мероприятий по проверке, обслуживанию и ремонту транспортерной ленты и других узлов оборудования необходимо руководствоваться инструкциями производителя Habasit
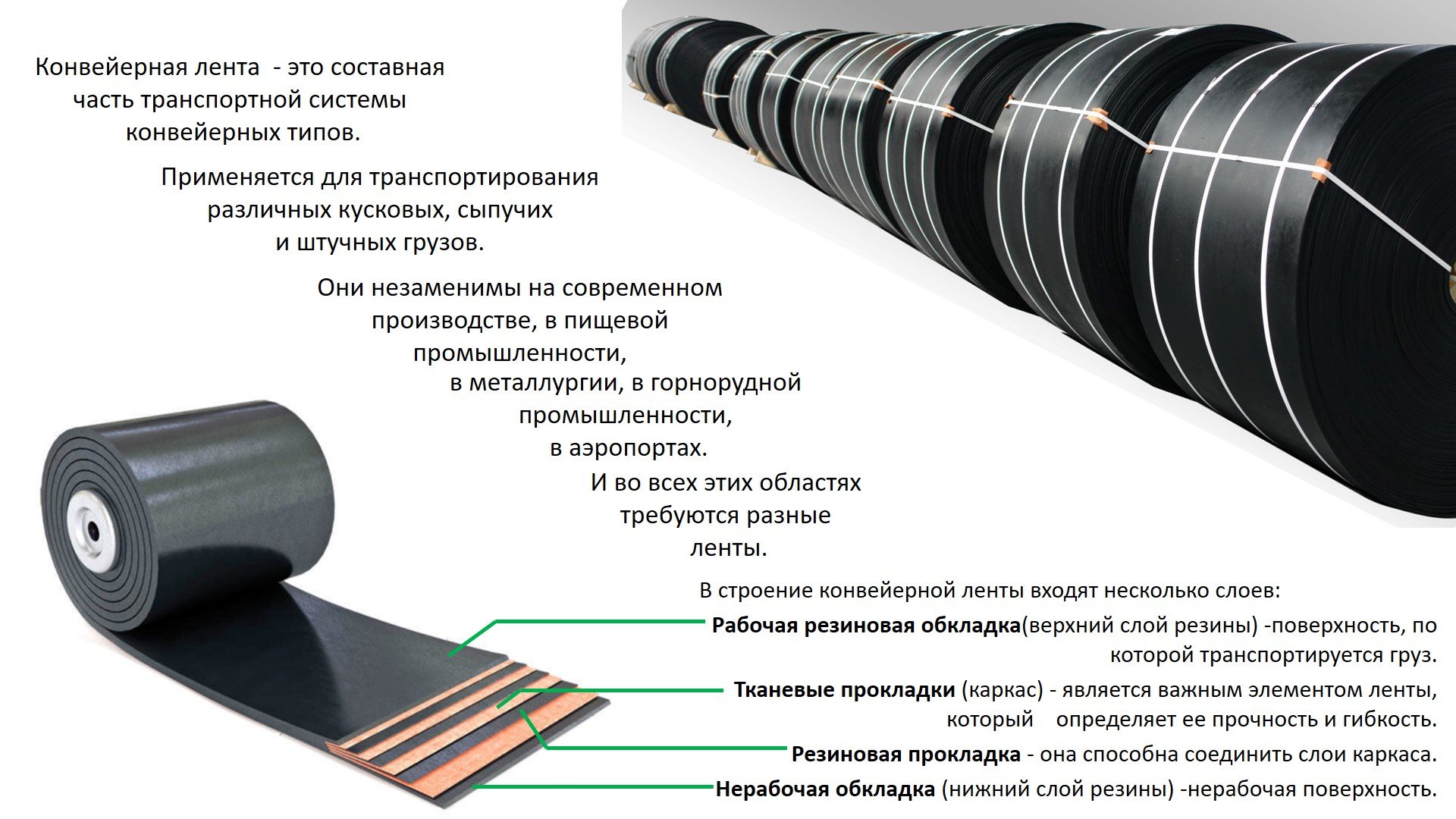
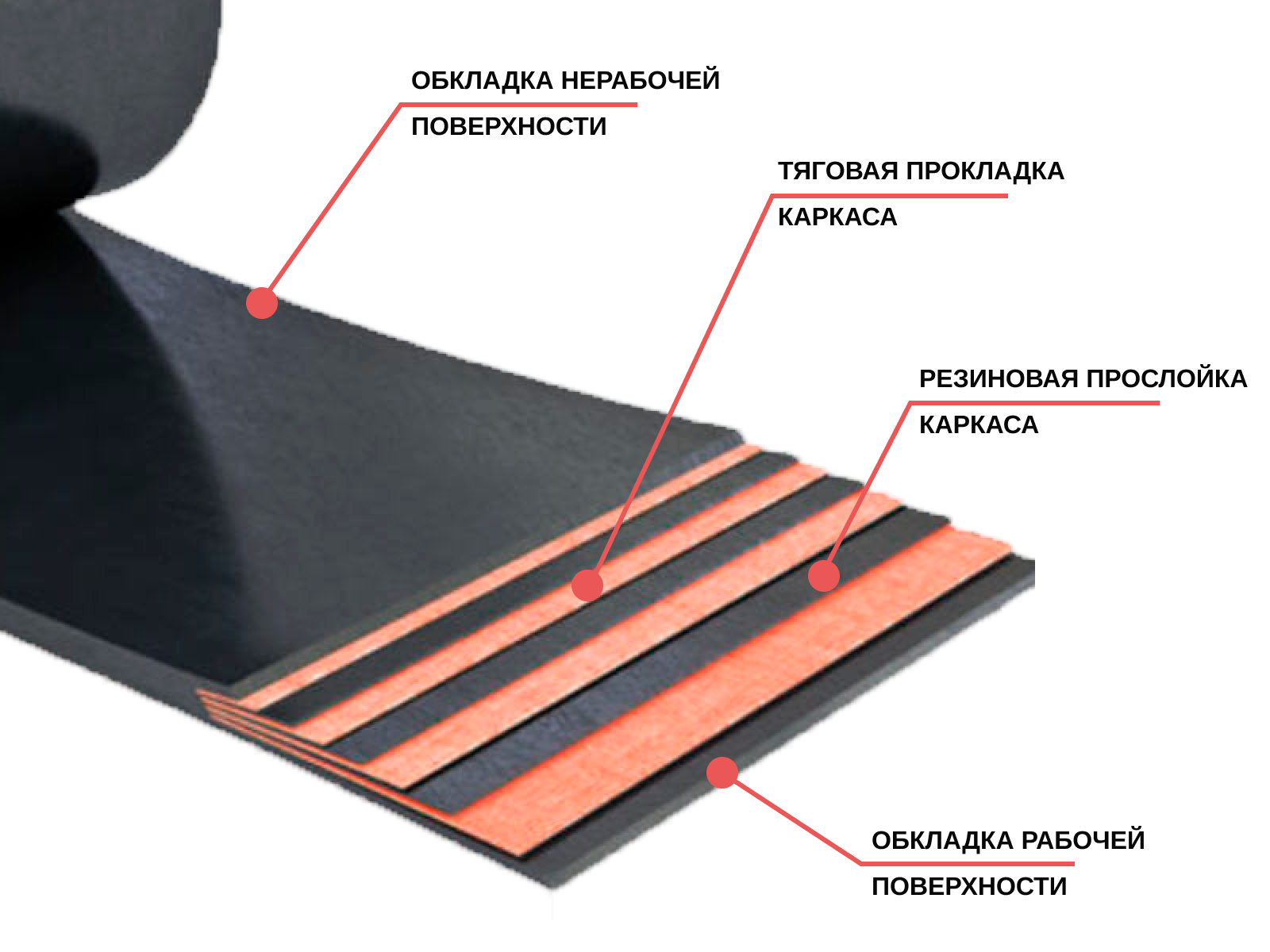
Сборка каркаса
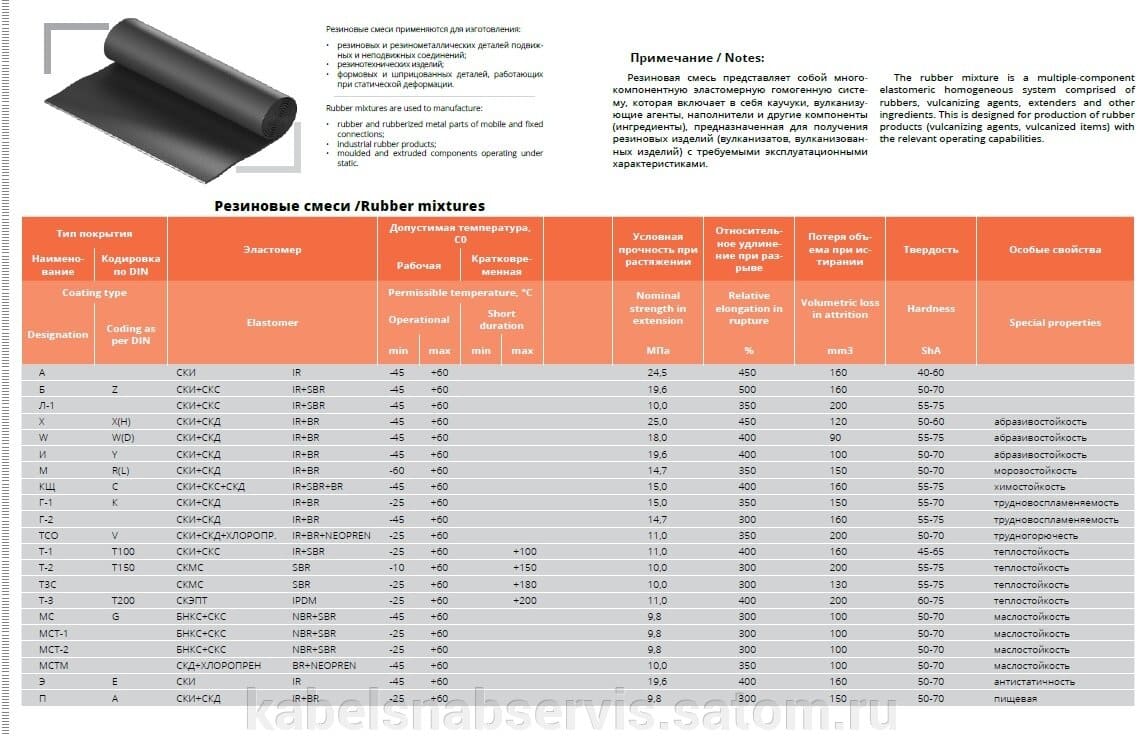
Для создания каркаса резинотканевой транспортерной ленты дублируют слои ткани. При использовании ткани из хлопчатобумажных или комбинированных нитей, ее нужно пропитывать с двух сторон резиновой смесью. При обработке химических тканей наносят резиновый слой толщиной не менее 0,3 мм.
Для этого процесса используют специальные устройства. Это трех- или четырехвалковые каландры. Если ткань просушена и подогрета, только в этом случае получится надежная промазка и дублирование. Непрерывность технологического процесса легко поддерживать при наличии компенсаторов ткани у каландровых линий. Толщину прослойки из резины контролируют автоматические устройства внутри каландровых линий.
Сердечники собираются двумя способами:
- наложение слоями;
- дублирование прокладок.
Многопетлевые дублеры помогают в сборке. У них есть устройства, которые центрируют ткани, автоматически натягивают их постоянно. После они переходят в сборочный агрегат. У этого устройства есть система горизонтальных транспортеров. Они расположены друг над другом. Ленту передают с помощью поворотных барабанов. После нижнего транспортера с помощью натяжных роликов лента переходит под прижимной барабан. Там происходит дублирование с тканью. После окончательной сборки сердечник необходимо разрезать в поперечном направлении. Дальше он идет в холст на закаточное устройство.
Полное сцепление слоев помогает снизить расход обкладочного холста. Так возможен непрерывный процесс сборки. В результате производительность труда возрастает и процесс становиться легче.
К недостаткам применения технологии относят:
- ткань нельзя натянуть равномерно при сборке;
- нельзя контролировать длину сердечников.
При дублировании прокладок не наносят резину на ткань ленты. В состав сборочного агрегата входят столы для сборки каркаса, устройства для раскатки и закатки.
Отдельной операцией может быть обкладка резиновыми слоями каркаса. Каландры оснащают ножами, чтобы обеспечить нужную ширину обкладочной резины.
Деформацию и залипания рулонов избегают путем их подвешивания.
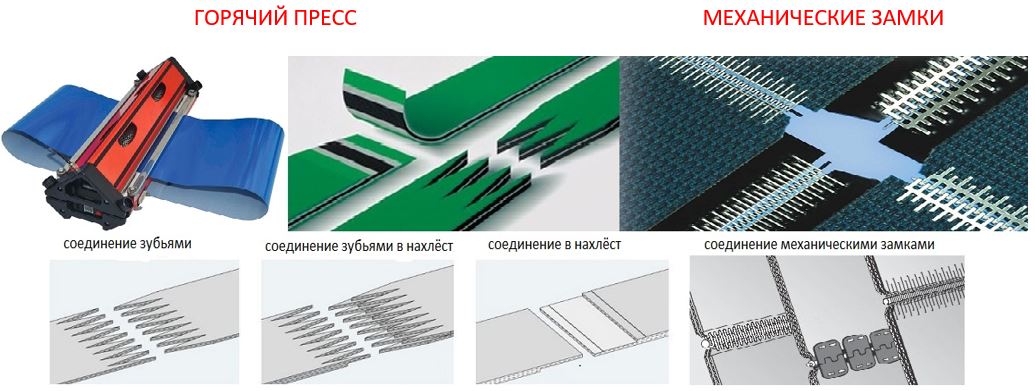
Особенности выбора метода стыковки конвейерной ленты
Зная преимущества и недостатки каждого способа соединения конвейерной ленты, можно принять взвешенное решение.
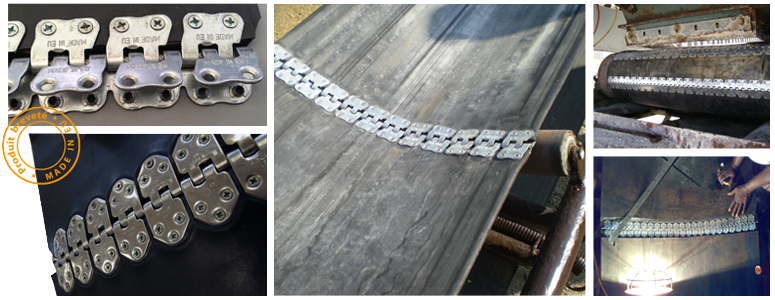
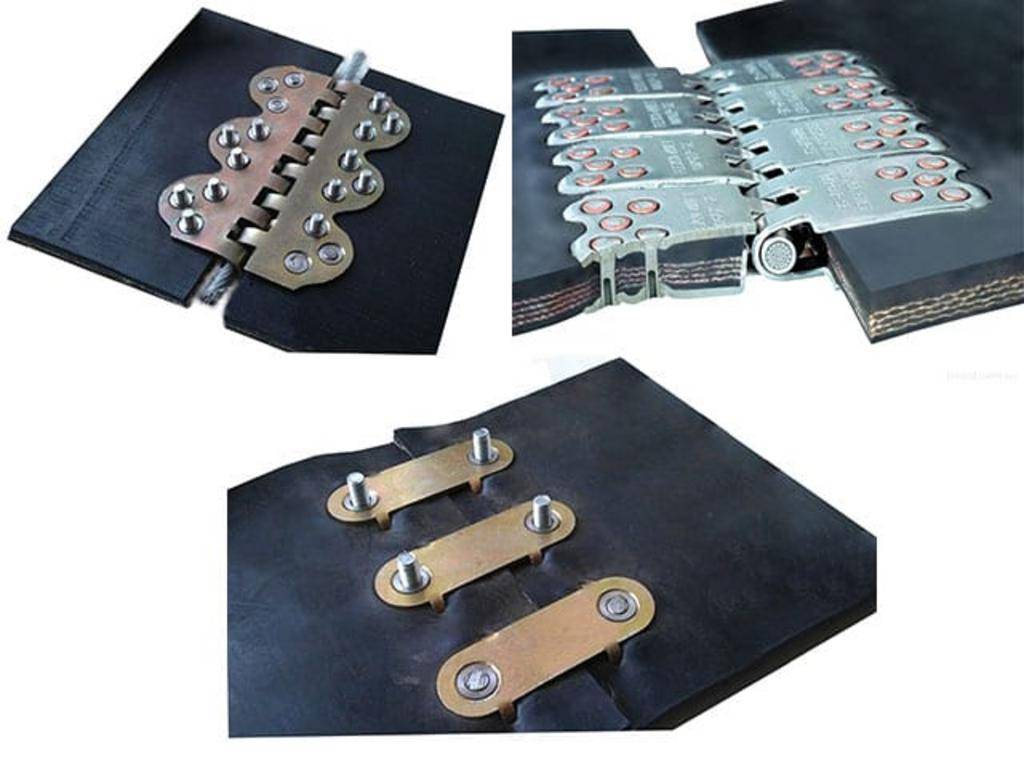
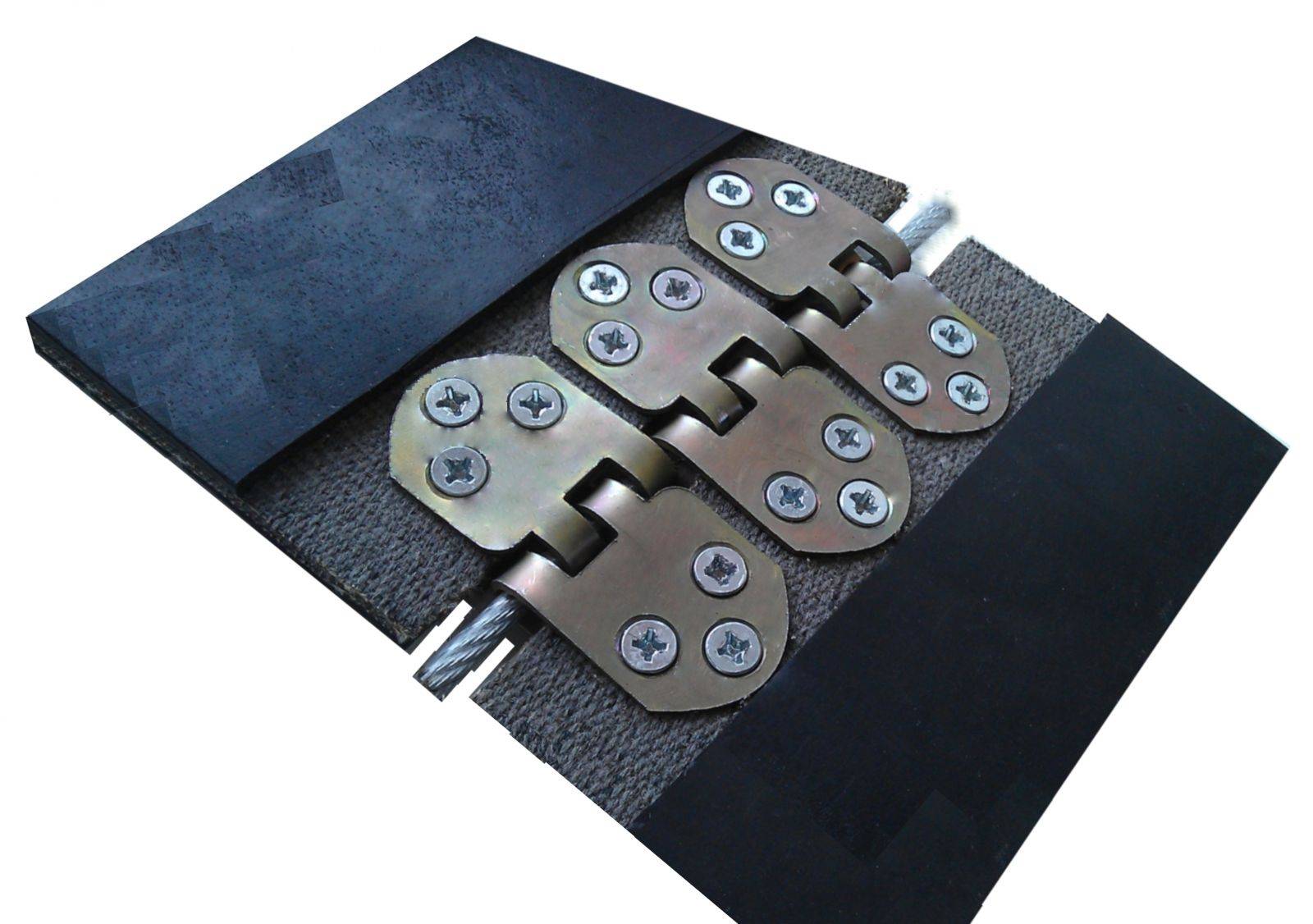
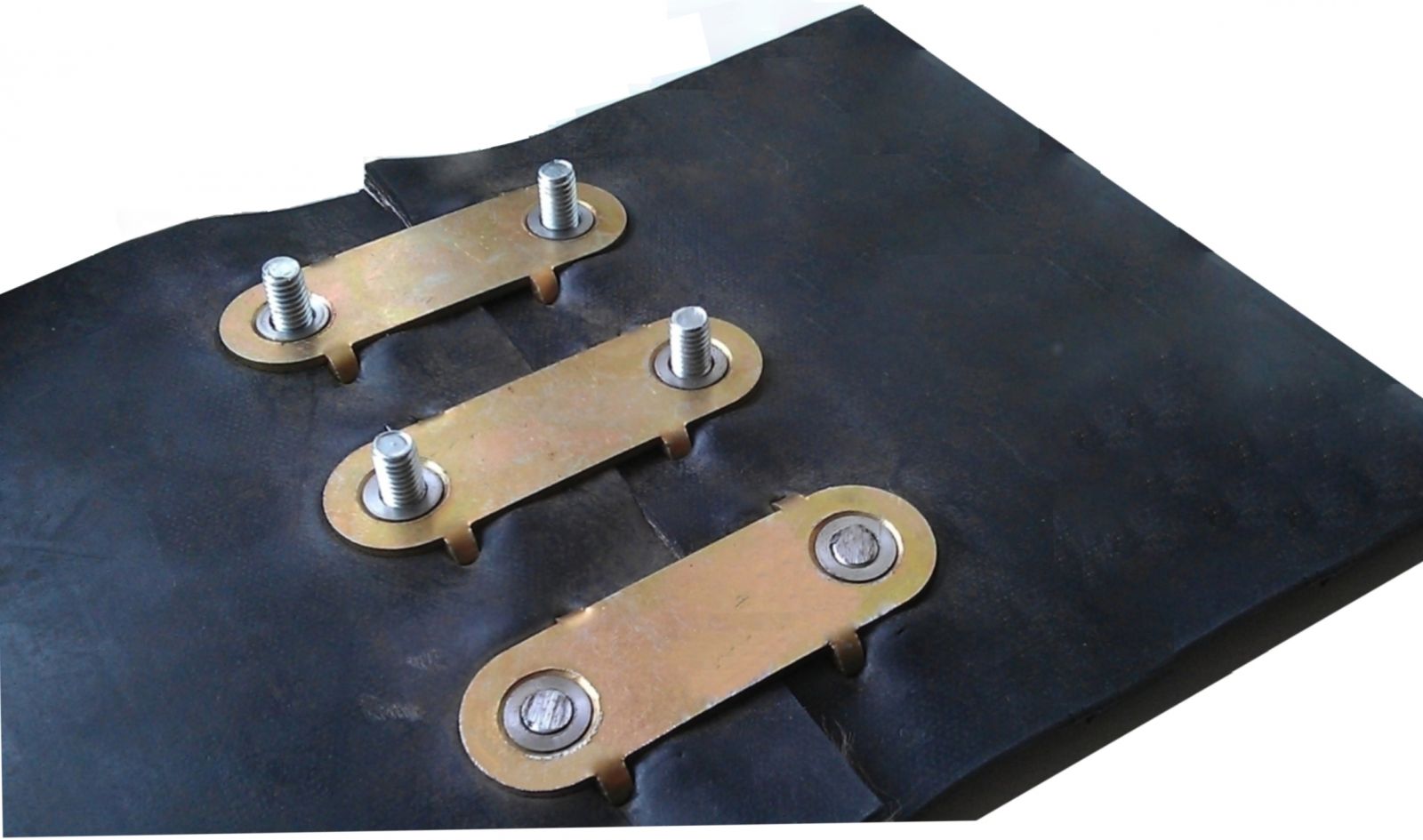
Так, современные механические крепежи могут применяться для лент, имеющих высокий уровень натяжения. Крепежи позволяют свести к минимуму просеивание транспортируемых материалов, не вызывают шума. При правильной установке и обслуживании могут использоваться с очищающими устройствами транспортерной ленты.
Методы вулканизации подходят не для всех типов конвейерных лент. При нагревании в процессе вулканизации изношенные изделия становятся хрупкими. Также недопустимо использовать вулканизацию для стыковки старых резиновых лент, потому что со временем способность резины к связыванию ухудшается.
Бывают такие случаи, когда длины изделия недостаточно, чтобы провести стыковку методом вулканизации. Кроме этого, для успешного проведения требуются чистые, сухие и относительно теплые условия. Различные факторы, например химические включения на ленте, высокий уровень влажности или экстремально низкая температура, исключают адгезию, из-за чего соединение будет ослабленным.
Невозможно проведение вулканизации и в труднодоступных местах. Применение метода также требует отключения оборудования на длительное время, тогда как механическое соединение выполняется намного быстрее. При вулканизации конвейерных лент используются специальные вещества, для затвердевания которых нужно минимум 8 часов, соответственно, все это время оборудование будет простаивать.
Нужно также знать, что ранние признаки нарушения адгезии невозможно обнаружить визуально при вулканизированном соединении.
Материалы для горячей стыковки конвейерных лент самые дорогие, если сравнивать с холодной вулканизацией или механическим методом. Чтобы стыковать или отремонтировать конвейерные ленты методом холодной или горячей вулканизации, а также для футеровки бункеров и барабанов, используются следующие материалы:
- растворы специального назначения;
- праймеры;
- клеи двухкомпонентные;
- очищающие средства;
- ткани и клеящие материалы;
- отвердители;
- пленки;
- обкладки;
- бумага.
Для надежной фиксации каждый материал необходимо подбирать очень тщательно, уделяя внимание его качеству. Стыковка транспортерных лент должна выполняться исключительно квалифицированным специалистом, который имеет опыт в решении подобных задач. При вулканизации все изделие становится более слабым, потому что удаляется резинотканевый слой
Именно поэтому, если нарушены нормативные требования, вулканизация ухудшит прочность конвейерной ленты. При механическом методе целостность изделия не будет нарушена
При вулканизации все изделие становится более слабым, потому что удаляется резинотканевый слой. Именно поэтому, если нарушены нормативные требования, вулканизация ухудшит прочность конвейерной ленты. При механическом методе целостность изделия не будет нарушена.
За годы работы наша компания смогла наладить поставку конвейерных лент лучших иностранных производителей, а также запустить собственное производство конвейерного оборудования и создать качественную сервисную службу. В штате работают только квалифицированные специалисты с большим опытом, которые подберут оптимальный метод стыковки конвейерных лент и выполнят работу в короткие сроки. Обращение к нам позволит свести к минимуму простой оборудования на вашем производстве. Гарантируем высокое качество выполнения работ по доступным ценам.
Индивидуальные характеристики
Правильный выбор ленты напрямую влияет на среднее время наработки на отказ данного устройства. Индивидуальные характеристики лент оказывают существенное влияние на ход производства и/или транспортировки. Неправильное технологическое решение ленты снижает эффективность процесса и даже препятствует его осуществлению.
Следует помнить, что лента должна быть подобрана таким образом, чтобы с учетом соответствующего запаса прочности она могла передавать высокие растягивающие усилия, возникающие в различных режимах работы конвейера. Следовательно, конвейерная лента должна быть достаточно гибкой и в то же время поддерживать соответствующую жесткость транспортной линии/пути. Также он должен иметь высокий коэффициент трения между лентой и приводным барабаном, и наоборот — низкий коэффициент трения между лентой и транспортируемым грузом.
Говорят, что нет плохих лент, иногда их просто неправильно подбирают, поэтому, чем точнее описано применение лент, тем точнее специалист сможет указать ту, которая лучше всего будет работать в данном приложении.
Процедуру выбора подходящего решения значительно облегчает тот факт, что производители и поставщики лент публикуют на своих сайтах специальные формы для подбора конвейерных лент. Они требуют от заказчика только ввода соответствующих данных, в том числе: длины и ширины ленты, веса транспортируемого материала, рабочей температуры и т. д. В результате указываются конвейерные ленты, предлагаемые для данного применения.
На какие качества обращать внимание при техническом осмотре конвейерной ленты
Любая профилактика начинается с внимательного визуального осмотра. При этом стоит особо придирчиво отнестись к таким нюансам:
Для корректной работы механизма важна четкая непрерывная центровка транспортной ленты посередине вала. Правильность перемещения грузов. На холостом ходу качество работы механизма может быть удовлетворительным, но под нагрузкой возможно проявление пробуксовки и трение. В результате выделяется излишняя тепловая энергия, которая может вызвать повреждение поверхности конвейера. Поэтому проверочные мероприятия выполняются и на пустой, и на загруженной машине. Аппараты, используемые для перемещения продуктов питания, должны отвечать требованиям санитарной и гигиенической безопасности. Поэтому необходимо оценить чистоту транспортерного конвейера и всех его элементов. Трещины, сколы и надрывы способствуют размножению бактерий, а грязь, попадающая на конвейерную ленту, приводит к загрязнению продуктов
Поэтому качество чистоты не менее важно, чем механическая исправность
Транспортерные ленты: их виды и особенности выбора
30.05.2021 12:59 |
Классификация транспортерных лент
Конвейерная лента разделяется на виды и подвиды, исходя из множества критериев и факторов.
По материалу, из которого изготовлено изделие, ленты делятся на следующие виды:
силикон;
ПВХ;
полиуретан;
тефлон;
хлопок;
фетр;
нейлон.
Изначально транспортерные ленты изготавливали из кожи, разных тканей. В дальнейшем ленты стали состоять из резины.





Также конвейерные ленты классифицируются на типы, исходя из назначения оборудования, а именно:
общего назначения;
пищевые, которые имеют разрешение на контакт с пищевыми продуктами;
птицефабричные: для сбора яиц либо же удаления птичьего помета;
для шахт;
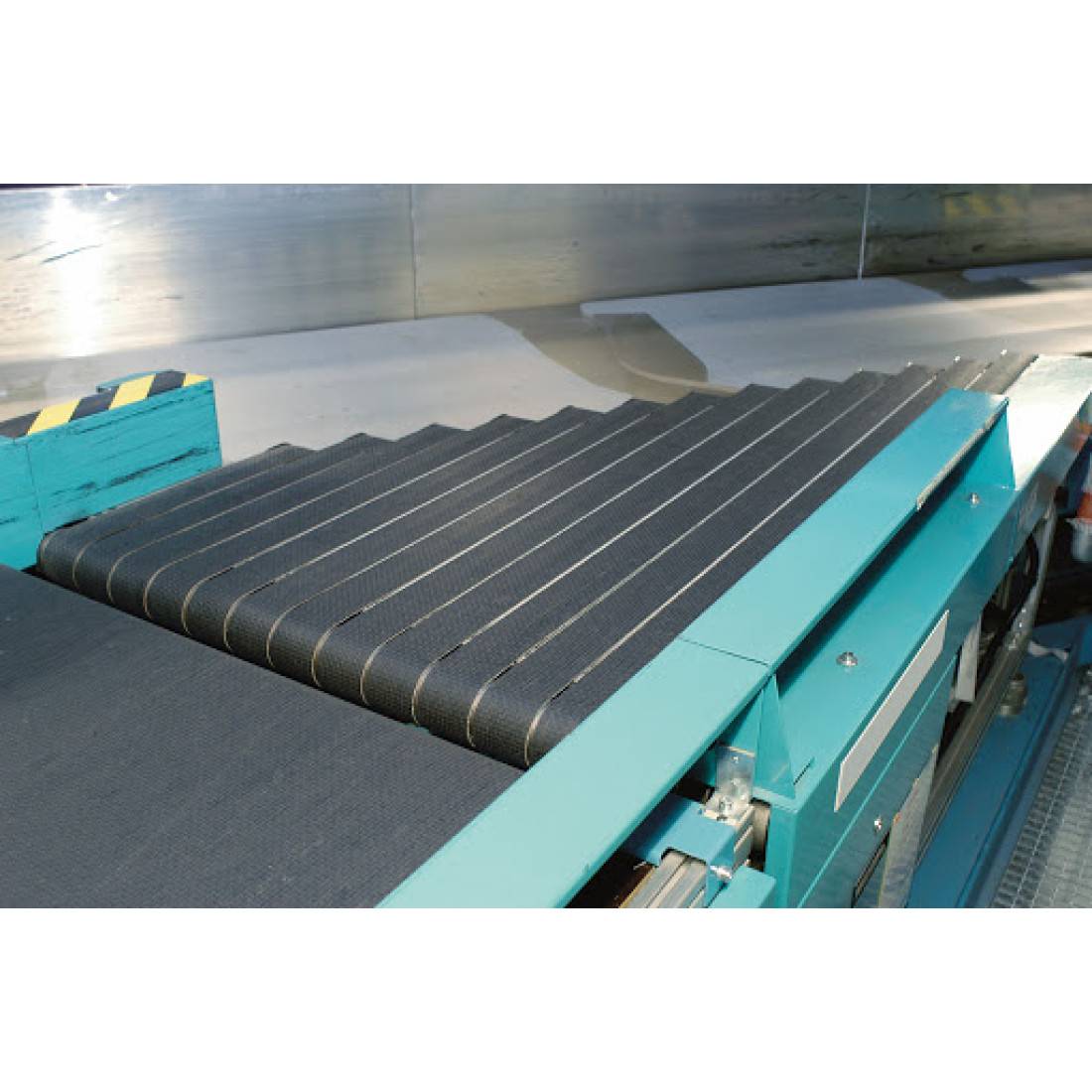
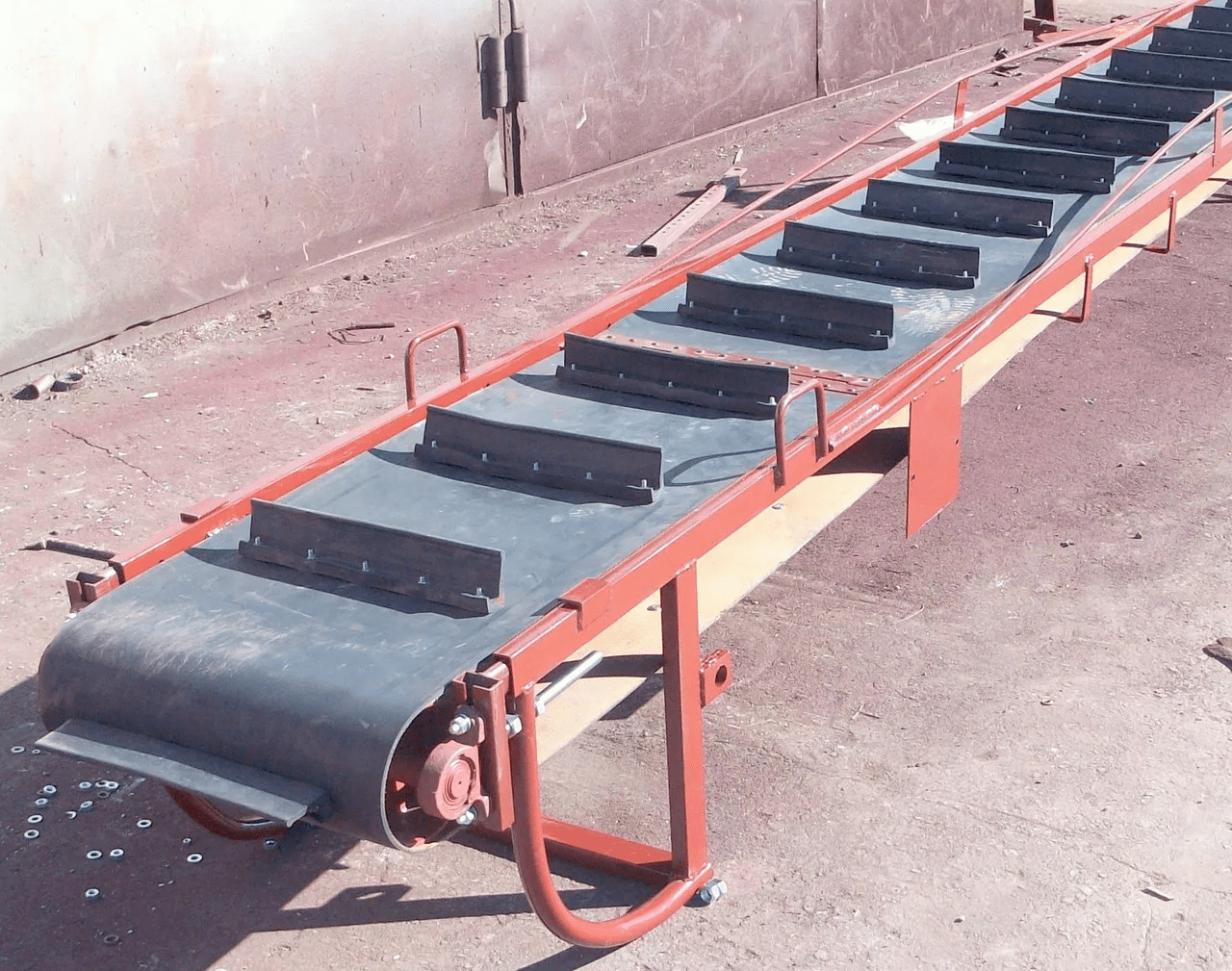
шевронные — это оборудование, что применяют для подъема либо же работы под наклоном.
Также некоторые производители изготавливают транспортерные ленты для индивидуальных специальных заказов.
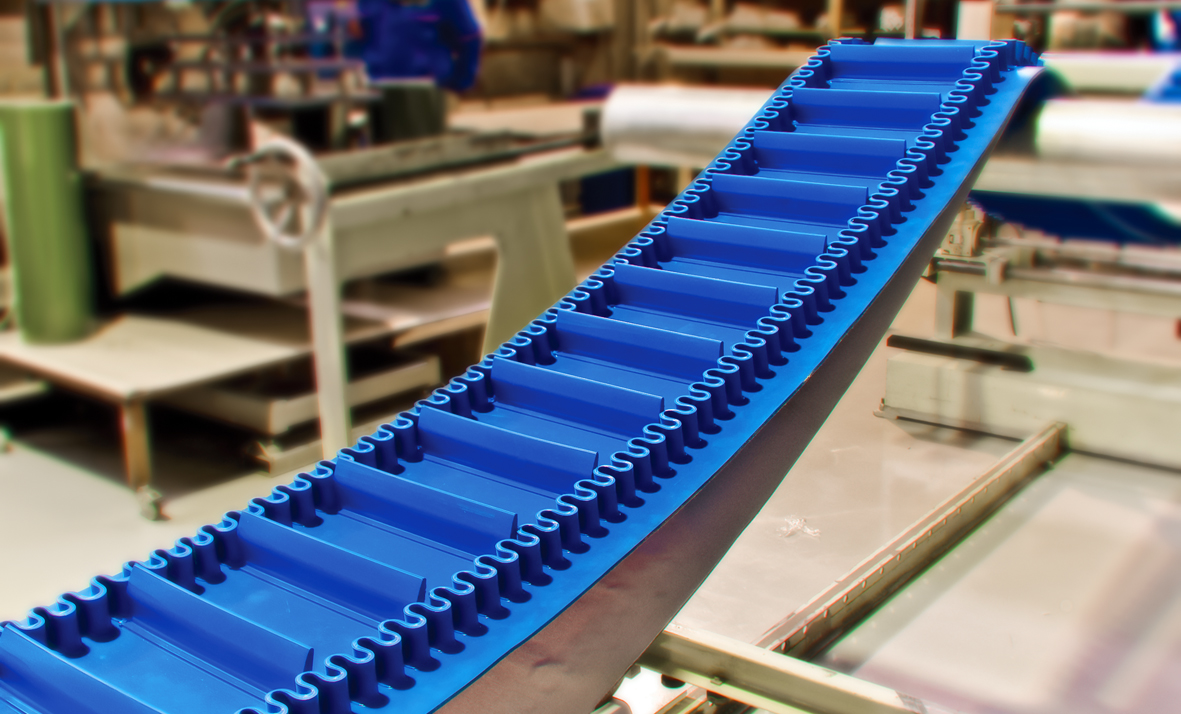
Отдельно стоит выделить такой вид лент, который называется конвейерные модульные ленты. Они состоят не из цельного полотна, как те виды, о которых было написано выше, а из отдельных модулей, что соединены между собой. В основном их производят из пластиковых материалов. Поверхность ленты может быть ровной, с небольшим рельефом (он служит для повышенного сцепления с товарами). Некоторые модели этой техники производят на поверхности высокие перегородки, которые нужны для перемещения груза под наклоном.
Особенности выбора транспортерных лент
Для того чтобы ввести в эксплуатацию транспортерную ленту, необходимо точно учесть все технические характеристики. От использования конвейера зависит подбор ленты.
Благодаря подобному оборудованию появилась возможность транспортировать разного рода товары на нужное расстояние. Если речь идет о производстве, то подобная конструкция должна полностью соответствовать установленным стандартам, а также иметь соответствующие технические характеристики.
Перед тем как приобретать конвейерную ленту нужно учесть множество нюансов, которые должны полностью соответствовать объему, весу транспортируемого груза.
Следующие новости:
- Эротический массаж в Киеве: релаксация и удовольствие
- Особенности новостного портала «Матрица украинской работы»
- 3 веских причины использовать видеоконтент и обратиться к услугам «Dme Production» для успешного сотрудничества
- Праздничный сервис Товарищ Полковник. Организация мероприятий
- Реабилитация после инсульта: три ключевых шага, которые проводятся в частном пансионате для престарелых





